

:
LITH-SYF360MOQ :
1Compliance:
CEWarranty:
2 yearsDelivery Time:
5 daysОтправить по электронной почте :
Louis@lithmachine.comWhatsapp :
+86 18559646958Wechat :
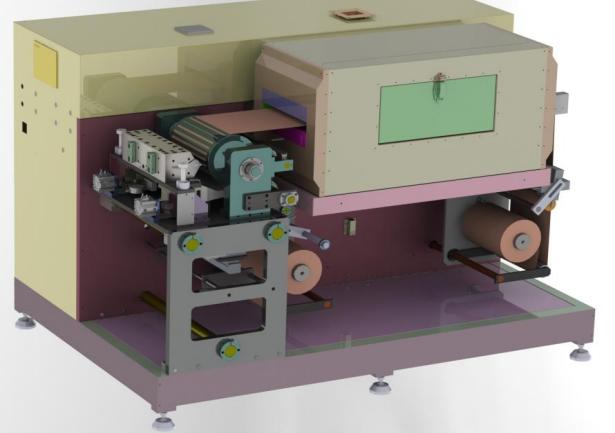
18659217588Машина для нанесения покрытий с рулоном на рулон с высечкой для высечки
Технические характеристики оборудования
1. Толщина подложки: алюминиевая фольга: 0,010-0,030 мм медная фольга: 0,006-0,030 мм
2. Ширина подложки: алюминиевая фольга: 100-320 мм медная фольга: 100-320 мм
3. Максимальная толщина мокрой пленки покрытия: 80--400 мкм (в условиях вязкости пасты).
4. Максимальная ширина покрытия: 360мм,
5. Максимальная ширина поверхности валика покрытия (стальной вал): 450 мм.
6. Скорость механического транспорта: 0,5—7 м/мин (максимальная скорость).
7. Скорость покрытия: 0,1-1,0 м/мин является лучшей (в зависимости от условий сушки скорость зависит от суспензии) (покрытие суперконденсатора быстрее, обычно его можно установить на уровне около 1 м/мин).
8. Длина печи: 1 секция печи × 1,5 м/секция = 1,5 м
Производительность оборудования
1. Метод покрытия: экструзионное покрытие.
Расстояние прерывистого покрытия: 5-8000 мм ± 1 мм (регулируется в соответствии со спецификациями батареи).
2. Точность покрытия:
2.1. Погрешность измерения толщины в сухом состоянии: односторонний положительный электрод: ±2,5 мкм отрицательный электрод ±2,5 мкм (4-5 точек для измерения поперечного сечения и 100 мм для расстояния измерения вертикального сечения).
2.2. Ошибка выравнивания переднего и заднего покрытия: ≤±1,0 мм
2.3. Средняя ошибка длины: ≤ ± 1,0 мм
2.4. Средняя ошибка ширины: ≤ ± 1,0 мм
Примечание. Приведенные выше индексы 1 и 2 должны работать лучше всего, когда условия суспензии (вязкость, размер частиц, однородность и т. д.) соответствуют настройкам различных параметров оборудования.
3. Внутренний диаметр сердечника: 3 дюйма с воздушным валом
4. Контроль натяжения: ПИД-регулятор натяжения поворотного рычага
5. Точность контроллера коррекции: ± 0,01 мм; Точность коррекции: ± 1 мм
6. Оператор управляет механизмом нанесения покрытия спереди
7. Форма сушки:
(1) Сушка горячим воздухом: циркуляция горячего воздуха (подача воздуха вверх); или верхняя и нижняя подача воздуха;
(2) Метод нагрева: электрический нагрев 5,0 кВт × 1 секция = 5,0 кВт;
3 – нагреватель;
8. Длина печи: 1 секция печи × 1,0 м/секция = 1,0 м
9. Материал духовки: внутри и снаружи изготовлены из нержавеющей стали.
10. Температура в духовке: комнатная температура - 150 ℃ регулируется, точность контроля температуры < ± 5 ℃;
Технологический поток
Материал основы электродного листа, размещенный на разматывающем устройстве, после автоматической коррекции отклонения поступает в систему натяжения поворотного рычага. После регулировки натяжения разматывания он поступает в головку для нанесения покрытия, и на электродную суспензию наносится покрытие в соответствии с процедурой установки системы покрытия. Влажный электродный лист с покрытием поступает в печь для сушки горячим воздухом. Натяжение высушенного электродного листа регулируется системой натяжения, и одновременно контролируется скорость намотки, чтобы она была синхронизирована со скоростью покрытия. Электродный лист автоматически корректируется системой коррекции, чтобы удерживать его в центральном положении, и наматывается намоточным устройством.
Устройство
1. Разматывающий механизм (с устройством автоматической коррекции девиации)
Устройство состоит из сервопривода размотки, разматывающего вала с контролем натяжения, системы автоматической коррекции отклонения и т. д. Катушка вытягивается и поступает в устройство натяжения поворотного рычага после автоматической коррекции отклонения. Устройство передает изменение натяжения во время работы на контроллер натяжения через датчик, чтобы обеспечить постоянное натяжение.
2. Механизм натяжения поворотного рычага
Механизм состоит из роликов, датчиков положения и т. д. Система натяжения поворотного рычага поглощает временные изменения в пространстве для хранения из-за ускорения, замедления, разматывания и запуска барабана, а также колебания пространства во время интервала покрытия, так что воздействие на покрытие сведено к минимуму. Натяжение подложки регулируется положением поворотного рычага, так что подложка поддерживает постоянное натяжение в процессе нанесения покрытия, а скорость размотки и скорость покрытия контролируются для обеспечения синхронизации.
3. Механизм покрытия
Эта машина управляется ПЛК и оснащена высокотехнологичным оборудованием автоматизации прецизионного машиностроения и оптико-механической интеграции. Он состоит из экструзионной головки, ролика для нанесения покрытия, приводного двигателя, оптоволоконного датчика, прецизионного подшипника и высокопроизводительных пневматических компонентов. Среди них приводной двигатель, редуктор, пневматическое управление и подшипник ролика для нанесения покрытия являются прецизионными подшипниками. Интерфейс «человек-машина», ПЛК и т. д. составляют систему периодического нанесения покрытия, а программа нанесения покрытия разрабатывается в соответствии с размером процесса пользователя.
Метод покрытия имеет два рабочих режима: непрерывное покрытие и прерывистое покрытие. Для прерывистого покрытия длина покрытия и прерывистое расстояние между первой стороной и задней стороной могут быть установлены соответственно, и две длины покрытия могут быть установлены отдельно для каждой стороны. и прерывистое расстояние для удовлетворения особых требований пользователей. Установленные параметры можно непрерывно регулировать в соответствии со спецификациями батареи (одиночный импульс) с точностью разрешения 0,01 мм. После того, как заднее покрытие автоматически позиционируется волоконно-оптическим датчиком, отслеживающим первую поверхность, покрытие выполняется в соответствии с параметрами, установленными на обороте. Индикаторы скорости ролика аппликатора и обратного ролика устанавливаются и отображаются на сенсорном экране.
4. Система сушки
Система сушки состоит из нагревателя, вентилятора, вытяжного воздуховода и вентиляционного отверстия, изоляционной коробки, смотрового люка и т. д. Изоляционная коробка имеет секцию 1,0 м, всего одну секцию. Внутренняя и внешняя части коробки изготовлены из стержней из нержавеющей стали. Корпус короба представляет собой теплоизоляционную конструкцию для предотвращения потерь тепла и безопасной эксплуатации. После того, как влажные наконечники с покрытием попадают в сушильную камеру, для эффективной сушки используется метод сушки верхним воздухом. Для сушки сухой воздух направляется вентилятором для нагрева нагревателем горячего воздуха, а затем направляется внутрь сушильной камеры. печи, и равномерно обдувается мокрым покрытием через отверстие для воздуха, а осушенный воздух выбрасывается наружу вытяжным вентилятором.
5. Натяжной механизм
Это устройство состоит из выпускного отверстия печи, механизма натяжения поворотного рычага, устройства ременного привода и системы датчиков натяжения намотки. Темп остается синхронизированным.
6. Механизм перемотки
Устройство состоит из серводвигателя, намоточного вала и системы автоматической коррекции отклонения. Во время процесса намотки устройство может заставить вал обмотки отслеживать положение полюсного наконечника, чтобы край полюсного наконечника оставался аккуратным.
7. Система автоматического управления покрытием и сушкой
(1) Система управления покрытием: Эта система состоит из ПЛК, серводвигателя, сенсорного экрана и оптоволоконного датчика. В качестве человеко-машинного интерфейса сенсорный экран имеет дружелюбную картинку, интуитивно понятный дисплей и удобное управление. В процессе нанесения покрытия на этой машине линейная скорость ролика для нанесения покрытия, скорость покрытия и количество листов с покрытием автоматически отображаются на сенсорном экране, а установленные параметры могут быть точно изменены в любое время в соответствии с требованиями производственный процесс.
(2) Температура и контроль: эта система состоит из регулятора температуры, термопары, нагревателя, реле и т. д. Она измеряет и автоматически контролирует внутреннюю температуру каждой секции сушильной печи.
Основная конфигурация
Система управления машиной и структурная система представляют собой высокоинтегрированную систему управления с обратной связью, основная конфигурация которой выглядит следующим образом:
|
Нет. |
Имя |
Подробности |
Содержание |
|
1 |
Структура стойки |
|
Интегрированная структура вертикальной пластины, охватывающая обработку, а также точные позиционирующие штифты для обеспечения точности и стабильности позиционирования |
|
2 |
Разматывающая часть |
Форма исправления |
Фотоэлектрический патруль по краю, моторный привод, общая коррекция движения |
|
Коррекция хода |
±50мм |
||
|
Разматывающая форма |
Автоматическая размотка редуктора скорости двигателя |
||
|
Сверните метод |
3-дюймовый воздушный вал |
||
|
Максимальный диаметр рулона |
φ300 |
||
|
3 |
Ролик для нанесения покрытия |
Размер |
φ210*360 |
|
Материал |
углеродистая сталь, хромированное покрытие |
||
|
Режим вождения |
Серводвигатель + редуктор |
||
|
4 |
Режим покрытия |
Экструзионная головка |
Эффективная ширина 300 мм, материал: карбид с покрытием из нержавеющей стали. |
|
Система контроля положения экструзионной головки |
Цилиндрический толкатель, механическая регулировка, точная регулировка механизма |
||
|
Экструзионная головка мембраны большеберцового давления |
Высокоточный манометр 0-1 МПа |
||
|
5 |
Система подачи |
Винтовой насос |
Bingshen pump HEISHIN servo control feeding |
|
Перекачивающий бак |
5 л, постоянный контроль температуры, контроль уровня жидкости, пневматическое перемешивание, фильтр |
||
|
Клапан покрытия |
Пневматический одиночный клапан |
||
|
Трубопроводная система |
Санитарная система трубопроводов, без тупиков |
||
|
6 |
Система контроля натяжения |
Тип структуры |
Натяжение поворотного рычага, цилиндр с низким коэффициентом трения |
|
7 |
Направляющий ролик (направляющий ролик) |
Режим управления |
ПИД-регулятор скорости |
|
Напряжение (Н) |
30-80Н |
||
|
|
Рулон из алюминиевого сплава, ширина 340 мм, с твердым анодированием |
||
|
8 |
Панель управления |
Сенсорный экран |
Работа в соответствии с функциональным интерфейсом |
|
9 |
Операционная платформа |
Кнопка |
Некоторые функции аналогичны операциям с кнопками. |
1. Автоматический контроль переднего и заднего натяжения:
1.1 Полностью интегрированная система Panasonic;
1.2 Разматывающий механизм;
1.3 Устройство перемотки;
1.4 Размотка двигателя.
2. Передняя и задняя система автоматической коррекции:
2.1 Контроллер коррекции: система коррекции Aibo;
2.2 Головка обнаружения: фотоэлектрическое обнаружение
3. Основная система управления:
3.1 Рабочий интерфейс: сенсорный экран;
3.2 Вал покрытия и стальной валик: серводвигатель Yaskawa;
3.3 Экструзионная головка: с приводом от цилиндра;
3.4 Программный контроллер: Panasonic PLC и модуль управления;
3.5 Нагревательная трубка: бытовая;
3.6 Датчик контроля температуры: термопара.
4. Духовка:
4.1 Материал внутри и снаружи коробки: нержавеющая сталь: (нержавеющая сталь SS304)
4.2 Изоляция коробки: толщина слоя изоляции 50мм;
4.3 Вентилятор: бытовой;
4.4 Воздуховод: нержавеющая сталь;
4.5 Стойка: детали из углеродистой стали + краска
5. Головка машины и разматывающие интегрированные части. Хвостовая часть машины и приемные части.
5.1 Рабочий стол: никелированная поверхность;
5.2 Большое гнездо подшипника: никелированная поверхность;
5.3 Ролик для покрытия: углеродистая сталь с хромированием на поверхности;
5.4 Резиновый валик: коррозионностойкая резина;
5.5 Алюминиевый ролик: алюминиевый сплав (анодированная поверхность с твердым анодированием)
5.6 Надувной вал: хромирование поверхности
![]()
![]()
![]()

![]()
1 Стандартная экспортная упаковка: внутренняя защита от столкновений, внешняя экспортная деревянная упаковка.
2 Экспресс-доставка, по воздуху, по морю в соответствии с требованиями клиентов, чтобы найти наиболее подходящий способ.
3. Ответственный за ущерб в процессе доставки, бесплатно заменит поврежденную часть для вас.
СРОК ПОСТАВКИ : 15-20 дней после подтверждения заказа, дата доставки деталей должна быть определена в соответствии с
Сезон производства и количество заказа.



 +86 13174506016
+86 13174506016 Louis@lithmachine.com
Louis@lithmachine.com +86 18559646958
+86 18559646958
 18659217588
18659217588
 English ▼
English ▼












